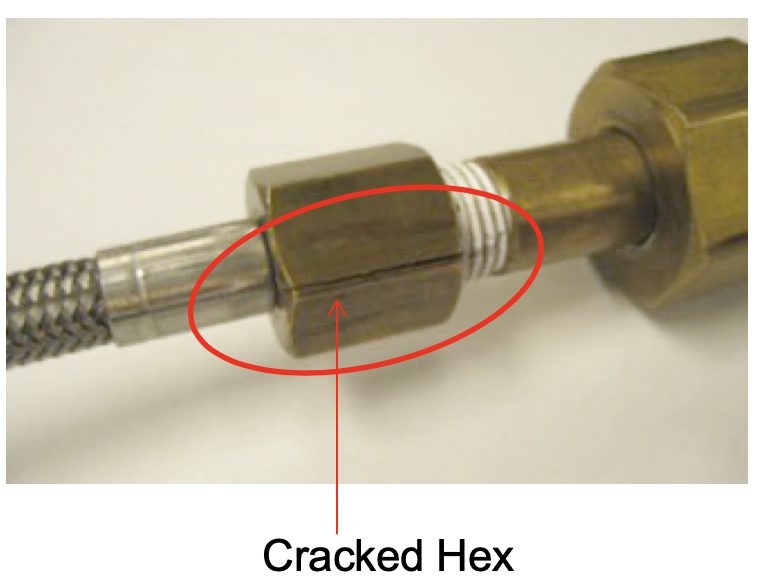
A visual inspection is the most important check that can be done to prevent a lead failure. Visual inspections should be conducted on a regular basis depending on the application and service. Regular basis is considered monthly, weekly or daily.

Minimum marking requirements are as follows:
In the event an assembly is in application and is not clearly marked the following is recommended:
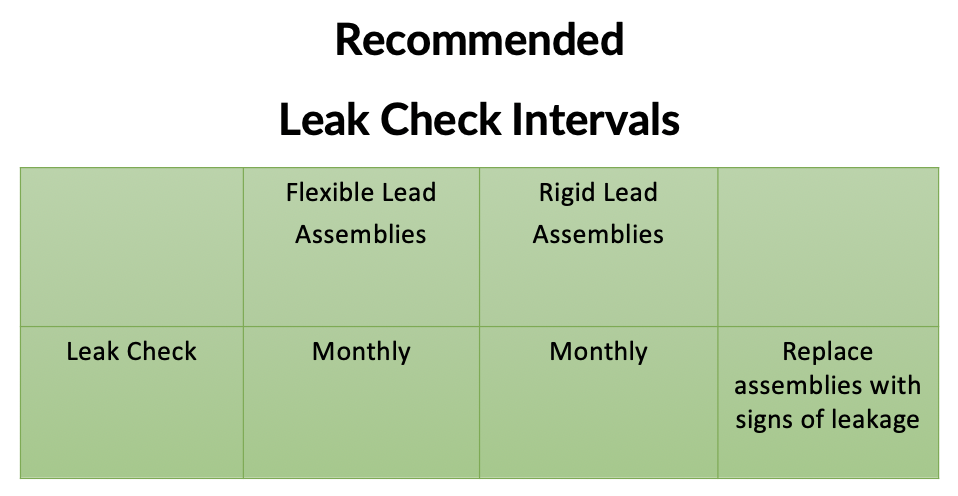
All flexible lead assemblies must be leak checked periodically to ensure assembly integrity and safety.
Typically a lead is the last item to be specified in a system. In doing so the lead usually is not placed on a maintenance program and subjected to over use.
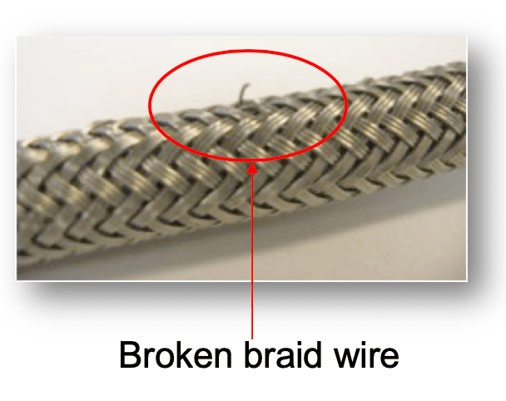
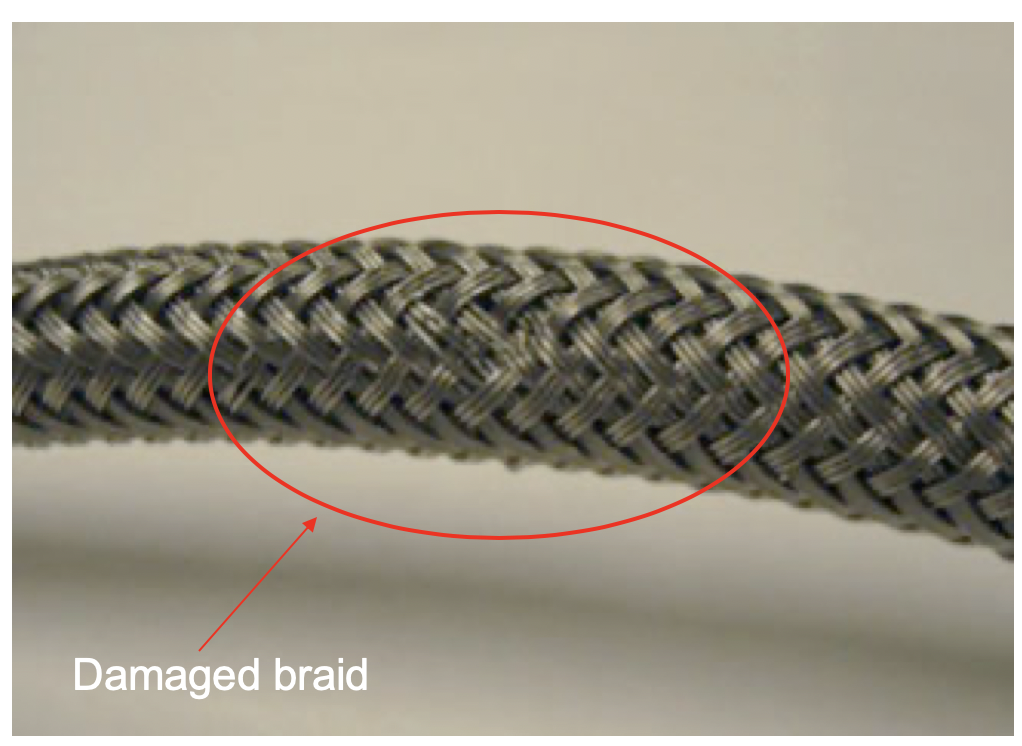
Please Note: Fill System Leads (Double Braided/Post Sintered/3600 PSI MAWP) should be visually inspected every morning prior to the first fill of the day to detect any kinks, frays in the stainless-steel weave or discoloration of the leads. If any leads are found to have kinks, frays or discoloration the lead needs to be replaced immediately. (You should never use a damaged lead during the fill process.) In addition, the leads should be leak checked during every fill cycle.
Please Note: Gas Pack Leads (Double Braided/Post Sintered/3600 PSI MAWP) should be visually inspected before each fill to detect any kinks, frays in the weave or discoloration of the leads. (Gas Packs used in acidic or reactive atmospheres may suffer discoloration.) If any leads are found to have kinks, frays or discoloration the lead needs to be replaced immediately. (Isolate the pack until the damaged lead has been replaced.) In addition, the leads should be leak checked during every fill cycle.
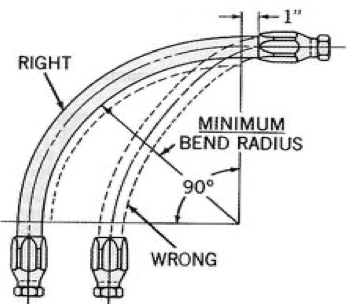
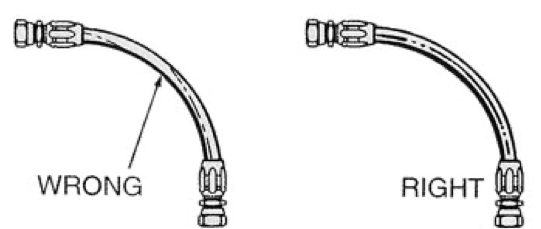
This section is intended to provide some general information regarding lead installation.